摩擦焊批發廠家
- 時間:2021-04-16作者:永康市國海自動化設備有限公司瀏覽:232
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
01 激光焊接激光焊接:激光輻射加熱待加工表面,表面熱通過熱傳導向內擴散,通過控制激光脈沖的寬度、能量、峰值功率和重復頻率,熔化工件,形成特定的熔池。▲焊接件點焊固定▲連續激光焊接激光焊接可以采用連續或脈沖激光束加以實現,激光焊接的原理可分為熱傳導型焊接和激光深熔焊接。功率密度小于10~10 W/cm為熱傳導焊,焊接速度慢,功率密度大于10~10 W/cm當金屬表面受熱時,它會凹陷"孔穴",形成深
摩擦焊焊接工藝介紹工藝特點1) 焊接施工時間短,生產**。例如發動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm的石油鉆桿與接頭的焊接,連續驅動摩擦焊僅需要十幾秒鐘。2)因焊接熱循環引起的焊接變形小,焊后尺寸精度高,不用焊后校形和消除應力。用摩擦焊生產的柴油發動機預燃燒室,全長誤差為±0.1mm;**焊機可保證焊后的長度公差為±0.2mm,偏心度為
關于攪拌摩擦焊你想知道的都在這1 攪拌摩擦焊的原理攪拌摩擦焊是指利用高速旋轉焊接工具和工件摩擦產生的熱量,使焊接材料局部塑性。當焊接工具沿焊接界面向前移動時,塑性材料在焊接工具的旋轉摩擦作用下從焊接工具的前部流向后部,在焊接工具的擠壓下形成致密的固相焊縫。常用術語解釋(1)前進側(Advancing Side,AS)和后退側(Retreating Side,RS):焊縫分為兩側,由焊具的旋轉方向和
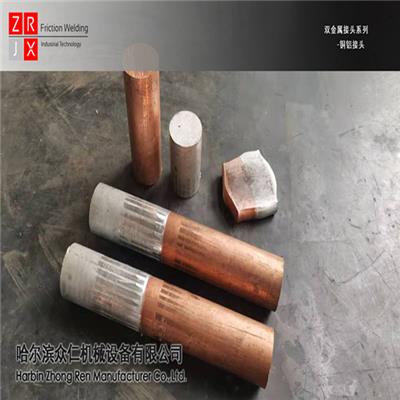
焊機的性能:12A型摩擦焊機主要用于小型軸類零件的焊接,可焊金屬范圍廣,特別適合焊接異種金屬。通常可比較容易達到與母材強度相同的接頭。本機為液壓傳動半自動連續驅動焊機,具有性能穩定、生產**,能耗小等特點。???????適合 各種毛坯、銅-鋁過渡接頭、雙金屬軸承、氣門、球頭銷、萬向節球籠、轉向拉桿、半軸、減振器、增壓器渦輪軸、
相關推薦




相關閱讀

- 聯系方式
- 相關企業
- 廣州郡冠工業設備清洗服務有限公司
- 南通啟龐機械設備有限公司
- 上海賦貝機電設備有限公司
- 希而科貿易(安徽)有限公司
- 鄭州興邦電子股份有限公司
- 旭之煌智能電熱(蘇州)有限公司
- 佛山市安然熱工機電設備有限公司
- 浙江申奧閥門制造有限公司
- 四川遠瞻贏實業集團有限公司
- 深圳市普瑪仕電子有限公司
- 商家產品系列
- 包邊機
- 爆破設備
- 繃縫機
- 泵配件
- 編織機
- 標價機
- 標刻機
- 標簽機
- 測量儀表
- 測試儀器
- 插件機
- 場上作業機械
- 超聲波清洗機
- 超市購物車
- 車間設備
- 成形機床
- 沖床
- 沖擊器
- 沖模零件
- 冷沖壓設備
- 冷凍機
- 冷卻塔
- 冷水機
- 離合器
- 鏈縫機
- 糧食加工設備
- 量儀
- 淋水裝置
- 流化床干燥設備
- 流量儀表
- 產品推薦
- 資訊推薦


¥280000.00
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00